



خرپای میلگردی
در صنعت ساختمان ایران بالغ بر هشتاد درصد از سقف های سختمان از تیرچه با خرپای میلگردی و بلوک استفاده می شود . سرعت بالا و مزیت اقتصادی نسبت به اکثریت روش های رایج در دنیا و مهمتر از آن آشنایی اکثر کارگران ، مهندسین و دست اندرکاران صنعت ساختمان با این روش ساخت سقف ، سبب شده است اکثر سازندگان از این روش استقبال کنند .
با توجه به نیاز انبوه و فزاینده مسکن در ایران ، تولید خرپا با قابلیت کنترل کیفی ، رعایت مشخصات فنی و استانداردهای لازم جهت ساخت سریع تیرچه با کیفیت یک نیاز مبرم می باشد ، برای پاسخگویی به این نیاز تولید خرپای میلگردی پیش ساخته در کارخانجات مجهز و معتبر به صورت ماشینی و مکانیزه یک راه حل قطعی است که در اکثر کشورهای اروپایی به اجرا در آمده
بنابراین انبوه سازان مسکن با استفاده از خرپای پیش ساخته سازندگان معتبر که محصولات آن ها دارای کنترل وثبات کیفی می باشد ، از انواع مزایایی همچون کاهش هزینه ها ، سرعت بیشتر اجرا ، قابلیت اعتماد و کیفیت بالاتر مصالح ساختمانی بر خوردار می شوند .
معرفی خرپا پیش ساخته میلگردی
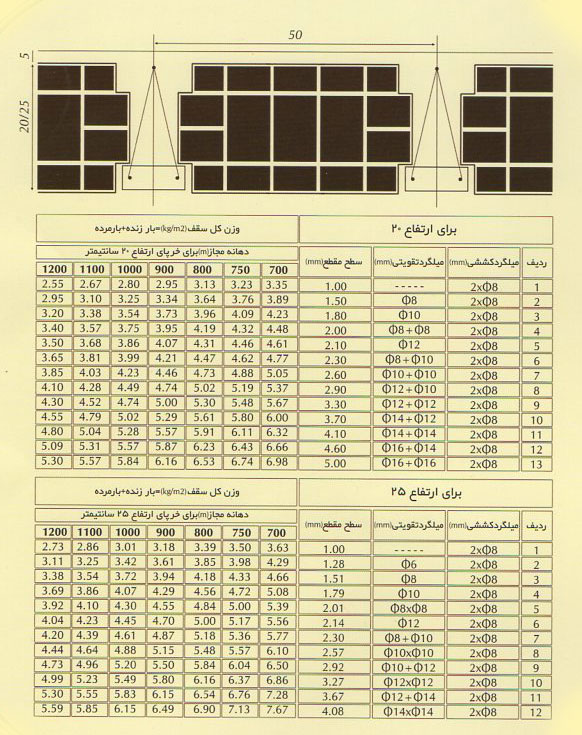
خرپای ساده از اتصال چند میله مستقیم که به طور مفصلی به هم متصل شده به طوری که شبکه های مثلثی به وجود می آورد تشکیل می گردد. ضمنا نیرو های وارد بر خر پاها بایستی حتما در محل اتصالات مفصلها به خرپا وارد شوند .طبق استاندارد ملی 1-2909 ایران خرپای (میلگردی) تیرچه از میلگردهای کششی زیرین ، میلگردهای فوقانی و عرضی (زیگزاگ)که به شکل خرپا به یکدیگر جوش خورده اند و ایستایی لازم را برای حمل و اجراء تأمین می کنند .
- میلگردهای پایینی (عضو کششی)
قطر میلگردهای پایینی نباید از 8 میلیمتر کمتر و از 16 میلیمتر بیشتر باشد ، چنانچه کارخانه تولیدی از روش نقطه جوش مقاومتی استفاده نماید می توان قطر میلگردهای کششی را تا میزان حداقل 6mm تقلیل داد (استاندارد 1-2909 ایران)
- میلگردهای عرضی (زیگزاگ)
طبق استاندارد 1-2909 قطر میلگردهای عرضی چنانچه کارخانه تولیدی از از تکنیک نقطه جوش اتوماتیک استفاده نماید ، به صورت 2 میلگرد به قطر 4 الی 6 میلیمتر مجاز می باشد . شایان ذکر است که استفاده از میلگرد سرد نوردیده برای میلگرد عرضی (زیگزاگ) بلامانع است .
- میلگرد بالایی
طبق استاندارد ملی 1-2909 قطر میلگردهای فوقانی چنانچه کارخانه تولید کننده از روش جوش مقاومتی (نقطه جوش) استفاده نماید مطابق جدول زیر می باشد .
تا دهانه 5/5 متر 8 میلیمتر
دهانه 5/5 تا 7 متر 12 میلیمتر
- جوشکاری
اتصال میلگردهای عرضی به بالایی و زیرین خرپا توسط نقطه جوش تأمین می گردد و البته می توان از هر نوع عمل جوشکاری مناسب استفاده کرد مشروط بر اینکه در هنگام جوشکاری از سطح مقطع اعضای خرپا کاسته نشود .(نشریه 94 صفحه 32) که مناسب ترین روش ، جوش مقاوتی یا همان نقطه جوش می باشد . توصیه می شود برای به حداقل رساندن تأثیر جوش برمقاومت فولاد کششی ، فولاد کششی خرپا از میلگردهایی با سطح مقطع کوچکتر (مثلاً به قطر 8 میلیمتریا 10 میلیمتر)انتخاب شود و بقیه فولاد کششی مورد نیاز خرپا به صورت میلگرد تقویت نصب گردد .(نشریه 82 صفحه 105)
با توجه به نیاز انبوه و فزاینده مسکن در ایران ، تولید خرپا با قابلیت کنترل کیفی ، رعایت مشخصات فنی و استانداردهای لازم جهت ساخت سریع تیرچه با کیفیت یک نیاز مبرم می باشد ، برای پاسخگویی به این نیاز تولید خرپای میلگردی پیش ساخته در کارخانجات مجهز و معتبر به صورت ماشینی و مکانیزه یک راه حل قطعی است که در اکثر کشورهای اروپایی به اجرا در آمده
بنابراین انبوه سازان مسکن با استفاده از خرپای پیش ساخته سازندگان معتبر که محصولات آن ها دارای کنترل وثبات کیفی می باشد ، از انواع مزایایی همچون کاهش هزینه ها ، سرعت بیشتر اجرا ، قابلیت اعتماد و کیفیت بالاتر مصالح ساختمانی بر خوردار می شوند .
معرفی خرپا پیش ساخته میلگردی
خرپای ساده از اتصال چند میله مستقیم که به طور مفصلی به هم متصل شده به طوری که شبکه های مثلثی به وجود می آورد تشکیل می گردد. ضمنا نیرو های وارد بر خر پاها بایستی حتما در محل اتصالات مفصلها به خرپا وارد شوند .طبق استاندارد ملی 1-2909 ایران خرپای (میلگردی) تیرچه از میلگردهای کششی زیرین ، میلگردهای فوقانی و عرضی (زیگزاگ)که به شکل خرپا به یکدیگر جوش خورده اند و ایستایی لازم را برای حمل و اجراء تأمین می کنند .
- میلگردهای پایینی (عضو کششی)
قطر میلگردهای پایینی نباید از 8 میلیمتر کمتر و از 16 میلیمتر بیشتر باشد ، چنانچه کارخانه تولیدی از روش نقطه جوش مقاومتی استفاده نماید می توان قطر میلگردهای کششی را تا میزان حداقل 6mm تقلیل داد (استاندارد 1-2909 ایران)
- میلگردهای عرضی (زیگزاگ)
طبق استاندارد 1-2909 قطر میلگردهای عرضی چنانچه کارخانه تولیدی از از تکنیک نقطه جوش اتوماتیک استفاده نماید ، به صورت 2 میلگرد به قطر 4 الی 6 میلیمتر مجاز می باشد . شایان ذکر است که استفاده از میلگرد سرد نوردیده برای میلگرد عرضی (زیگزاگ) بلامانع است .
- میلگرد بالایی
طبق استاندارد ملی 1-2909 قطر میلگردهای فوقانی چنانچه کارخانه تولید کننده از روش جوش مقاومتی (نقطه جوش) استفاده نماید مطابق جدول زیر می باشد .
تا دهانه 5/5 متر 8 میلیمتر
دهانه 5/5 تا 7 متر 12 میلیمتر
- جوشکاری
اتصال میلگردهای عرضی به بالایی و زیرین خرپا توسط نقطه جوش تأمین می گردد و البته می توان از هر نوع عمل جوشکاری مناسب استفاده کرد مشروط بر اینکه در هنگام جوشکاری از سطح مقطع اعضای خرپا کاسته نشود .(نشریه 94 صفحه 32) که مناسب ترین روش ، جوش مقاوتی یا همان نقطه جوش می باشد . توصیه می شود برای به حداقل رساندن تأثیر جوش برمقاومت فولاد کششی ، فولاد کششی خرپا از میلگردهایی با سطح مقطع کوچکتر (مثلاً به قطر 8 میلیمتریا 10 میلیمتر)انتخاب شود و بقیه فولاد کششی مورد نیاز خرپا به صورت میلگرد تقویت نصب گردد .(نشریه 82 صفحه 105)
